
I’m at the end of a second week of troubleshooting my QU-BD extruder head jams for my CNC to 3D printer conversion and I’ve had a lot of headaches and annoyances with constant filament jams where the filament would stop moving and the stepper motor would either stall, or the drive gear would strip out the filament. I would like to be able to print continuously for a few hours at a time at least and not have to constantly watch the nozzle end like a hawk. It’s very hard on the eyes and incredibly boring.

Up until today, after making one minor change, the PLA filament would jam repeatedly. Sometimes it would jam with as little as .125 meters of filament through or even less and sometimes I was able to get about 0.5 meter through before it would jam but never much more than this. When the PLA filament would jam in the QU-BD extruder I would have to loosen the grub screw in the UHWM block and pull the stripped filament out, cut off about 2cm and then re-insert and re-adjust the grub screw. I have tons of little cut pieces of PLA all over the router table along with a bunch of partially printed junk.
Temporary Troubleshooting Steps – Disable Filament Retraction
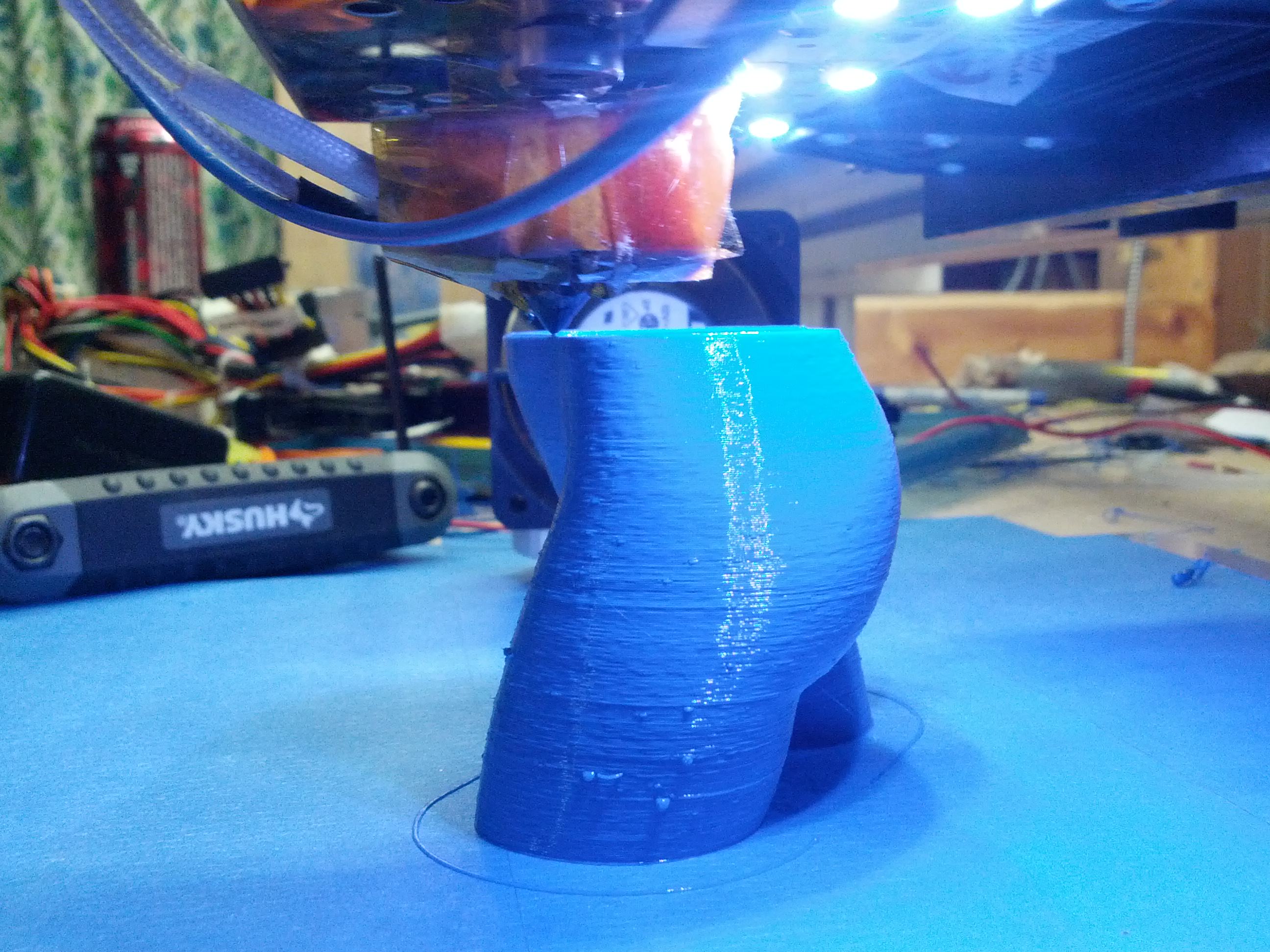
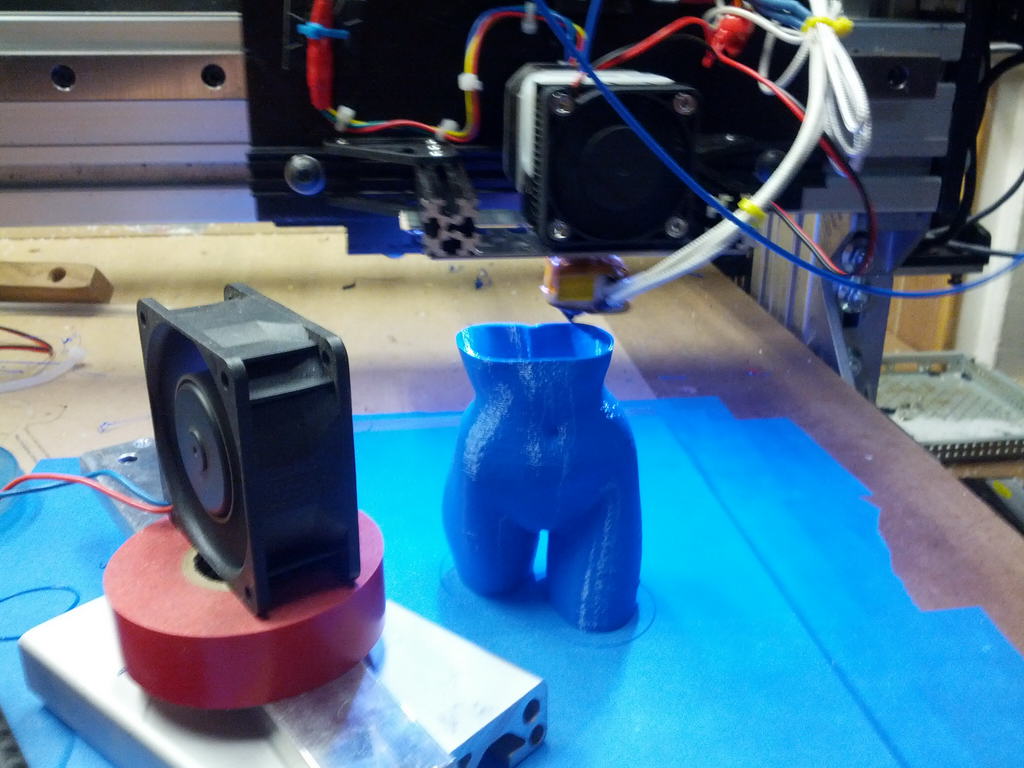
The other day I experimented with printing a 3D object I had downloaded from Thingiverse called The Pink Panther Woman (thing: 1216) from user Januario and ran it through the printer. I set the print up in Slic3r to have no top or bottom caps, and to have no infill with only 1 perimeter layer with add extra perimeters automatically enabled. I had a couple of jams early on at the base of the model when printing the individual legs. Once the printer reached where the legs joined together at the crotch the jams stopped and the rest of the print ran okay. I only had to stop it because I ran out of filament and needed to start another strand!
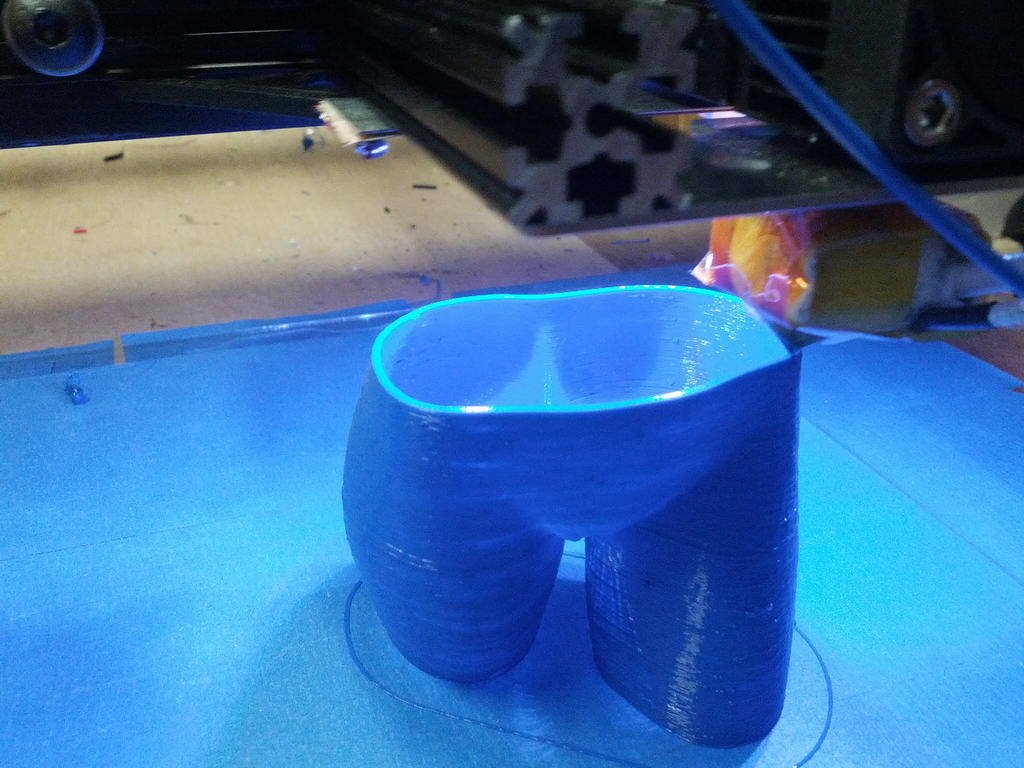
Thingiverse Thing 1216 by januario
Thingiverse Thing 1216 by januario
Thingiverse Thing 1216 by januario

Thingiverse Thing 1216 by januario
I had to think over this for a while as to what could be causing this and last night I tried more prints while changing a lot of variables. This time I was trying to print the Extra Printable Companion Cube (thing: 13673) from user Keegi but fell short of any kind of success. Constant filament jams and failures and I shut the machine down in frustration and had a couple of beers.
Last night while lying in bed I had and going through all the settings and why The Pink Panther Woman would print so well, I had a revelation. In Slic3r under Printer Settings -> Extruder 1 I had a Retraction length of 3mm set with a Minimum travel after retraction set for 5 mm. With this setting, any move over 5mm and the printer will retract the filament 3mm to prevent drizzle, stringing and blobs. While printing the Pink Panther Woman model there was no infill and the only time the head had to do a transit of more than 5mm without printing was when it was moving back and forth between the individual leg sections! So obviously something to do with retraction.
I did some searching online and found that in fact this was not an unheard of idea and that others using the QU-BD head have been able to minimize their jams by setting the retraction very low, or to zero so this reinforced my idea that this could help out quite a bit.
This morning after feeling refreshed from a night sleep and dreams where I printed entire objects with no problems I fired up the machine and turned off retraction in the Slic3r print settings. I did have infill turned back on for the cube, of course, and ran a print at 2mm layer height. While I was not able to print the Extra Printable Companion Cube to completion, I was able to print approximately twenty .2mm layers of it without a filament jam, where normally I was jamming once about every two layers. This is a huge improvement, and I think the filament jammed simply because I didn’t have the pressure high enough with the grub screw, the raptor gear teeth marks on the filament were fairly light.

Extra Printable Companion Cube. Thingiverse #13673
Extra Printable Companion Cube. Thingiverse #13673
Now of course with the retraction turned off, I tend to get stringing and blobbing on the prints, but I was having the problems before and not having much luck getting rid of them.
Gaps in Perimeters
The issues I’m working on now are that the filament does not seem to start extruding immediately when laying down a new perimeter, and it leads to gaps in the perimeter. Fortunately Slic3r runs perimeters from the inside out so this is not seen as easily in the final print. I am also trying to minimize stringing and blobbing. I start my extruder at 220C to get the PLA to stick to the unheated bed (glass with blue 3M painters tape over it) and then slowly working the temperature down to 200C as the layers build up. I think I need to go lower than 200C to minimize blobbing and stringing, but I am concerned about adhesion to the previous layers at lower temps inside a cold workshop.
Hopefully I will be able to find solutions for this as well and I’ll post if I have any luck. My main goal is to be able to get these QU-BD extruders working without having to do all sorts of crazy modifications to them, but I may just be causing myself more frustration. Once I get one of them good enough I might print parts to build a printed extruder design.
Polishing the QU-BD Grub Screw
I’ve also been doing some other things, but I feel their value may be dubious. Worse case scenario, it can’t hurt to at least try them. One of them was to polish the grub screw which pushes the filament against the Raptor drive gear in order to let the filament more easily slide along it while under pressure. I used my cheap digital microscope to take the two pictures below, which were taken before I polished the grub screw and are at very high magnification.


And the next pictures below show the surface after polishing. The first picture is the approximate zoom level of the above pictures, and the second picture is with the microscope backed up a bit with indirect lighting. You can see the microscope and it’s ring of LEDs in the reflection. This is a huge improvement in the appearance of the metal surface, but will it make any difference? As of writing this I haven’t tried the newly polished grub screw and I doubt I will get any definitive results, but what’s the harm? I used a very soft buffing wheel with various polishing compounds. You don’t want to convert the convex surface of the grub screw into a flat surface.


Gecko 540 Users
If you are using a Gecko 540 motion controller I discovered a couple of minor things you can do to hopefully improve the performance of your extruder. The Kysan 1124090 NEMA 17 stepper motor that I am using is rated for 1.5 amps. When I was setting up the stepper motor on the Gecko 540 I used a 1.5 kOhm resistor on the DB-9 connector to limit the current to 1.5 Amps. While in theory this is common sense I got to thinking the other night that setting the current limit for 1.5 Amps doesn’t allow accommodation for surges or spikes which may be experienced while extruding. I replaced the 1.5 kOhm resistor with a 1.8kOhm resistor to allow for a little overhead. This made a noticeable change in the jamming frequency by reducing it!
Another thing you need to make sure to do is adjust the motor trim pot to tune the smoothness of the stepper. While I don’t know if this made a huge difference in the efficiency of the motor, it certainly improved how smooth the motor ran, and I think this is very important to getting predictable results from your extruder in regards to precision. You can find more information on adjusting the smoothness trim pot on the Gecko 540 on their website on the Gecko 540 Documentation Page – scroll down the immediate page to Step 7.
Extrusion Temperature
I’m using a PID process controller and a 24 volt heater core to heat my QU-BD extruder. The PID controller uses a K-type thermocouple to sense the temperature. I mounted this by placing a piece of Kapton tape on the aluminum heater block and then taping the thermocouple to this with another piece of Kapton tape. I am running PLA and I had been trying to run at everything from about 180 degrees C to 220C. The other night I increased the temperature to 225C and things got better. I then increased the temp up to 230C today and things are even better! (See below)
Printed a Part with No Jams!
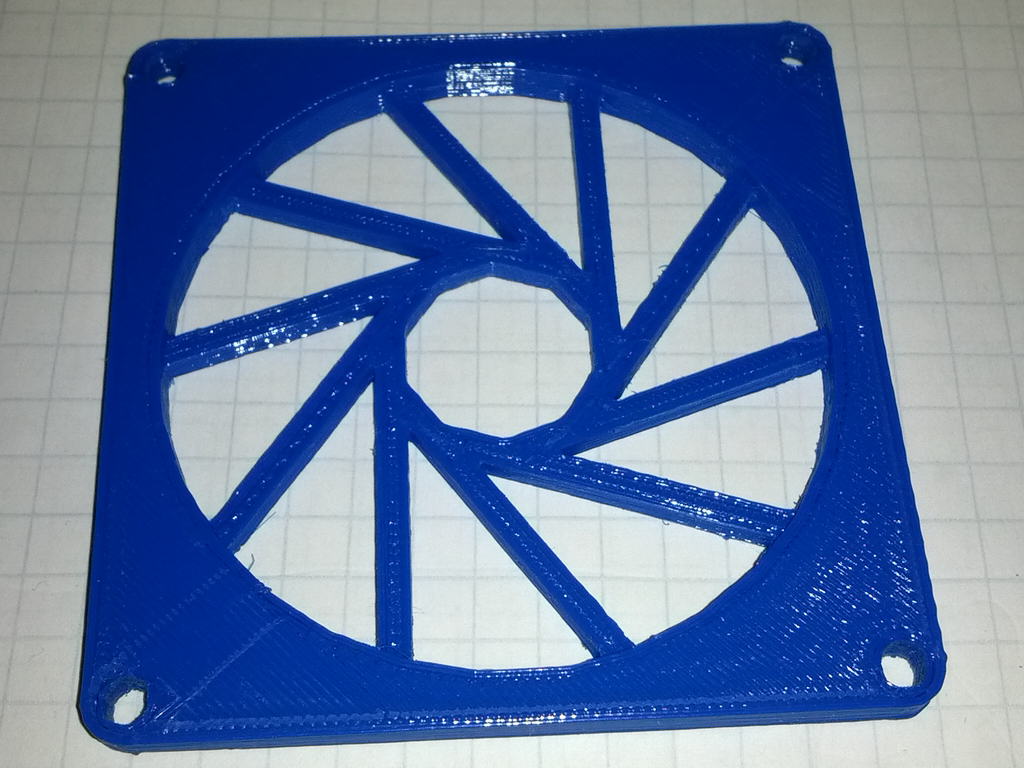
After this change I was able to completely extrude one part without a jam using only the parts that came in the QU-BD kit. I started it and it ran through until it finished. This was a great success, but there’s still a long way to go I think. This is the part I printed with no Jams. This part is a 80mm Fan Grill with an Aperature Science grill design (thing: 16610) from user binaryconstruct. It actually has 9 leaves instead of 8 as the designer likes odd numbers, but it still looks great!
First Non-Stop Continuous Print on my 3D Printer
Print Speed
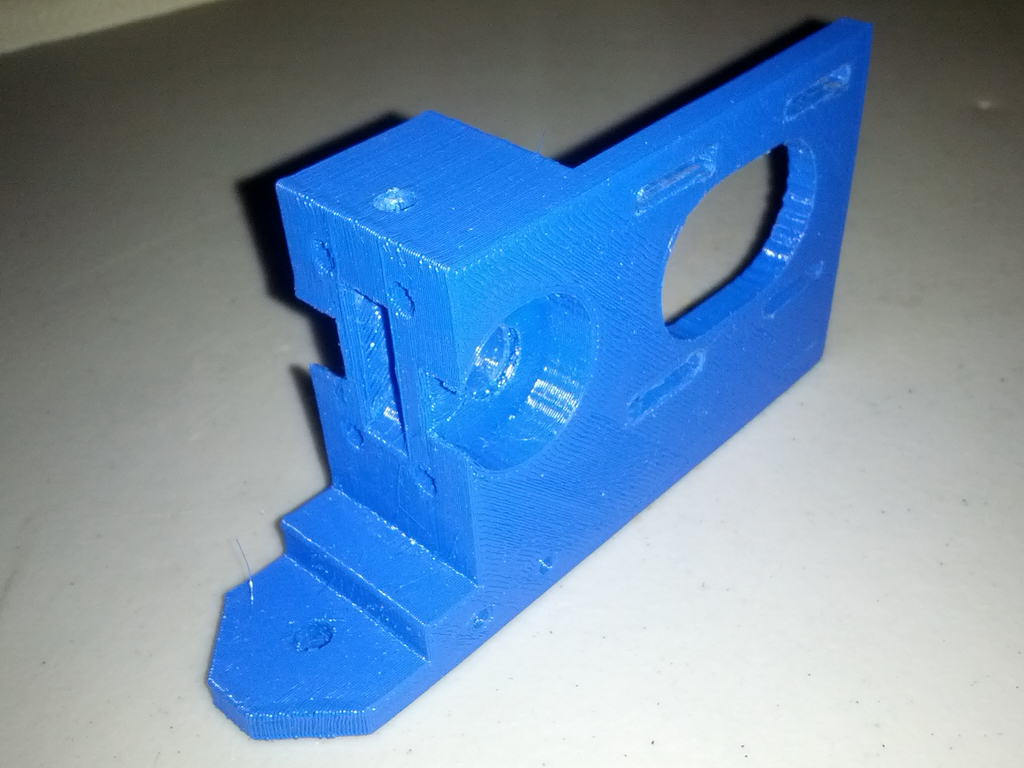
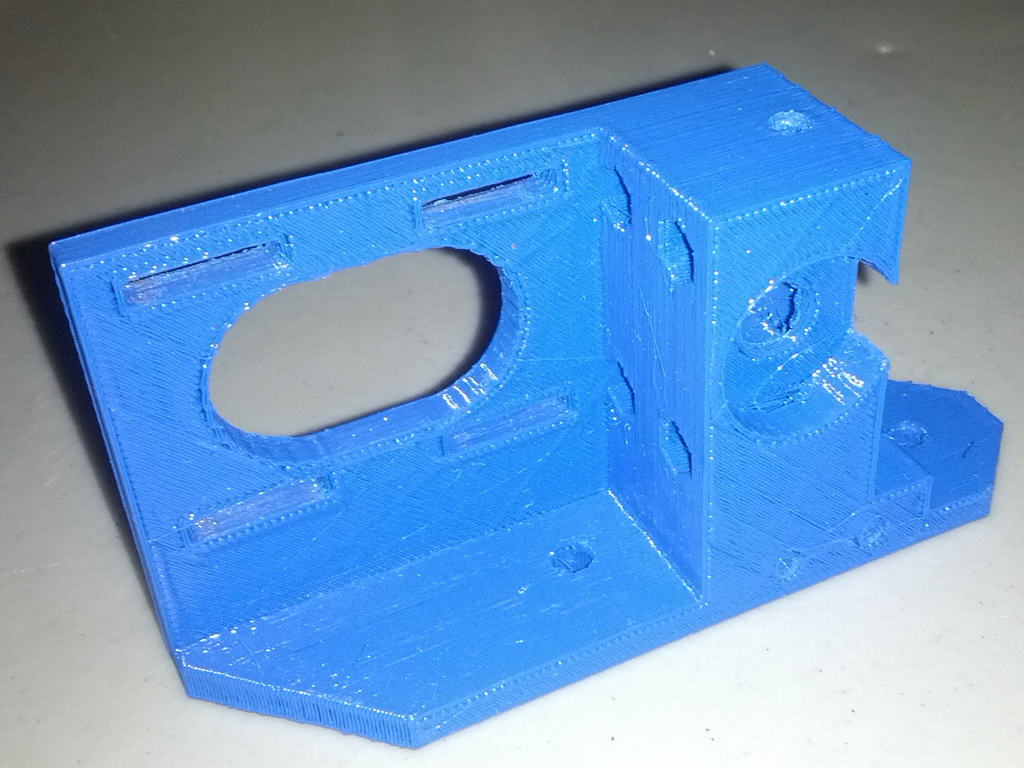
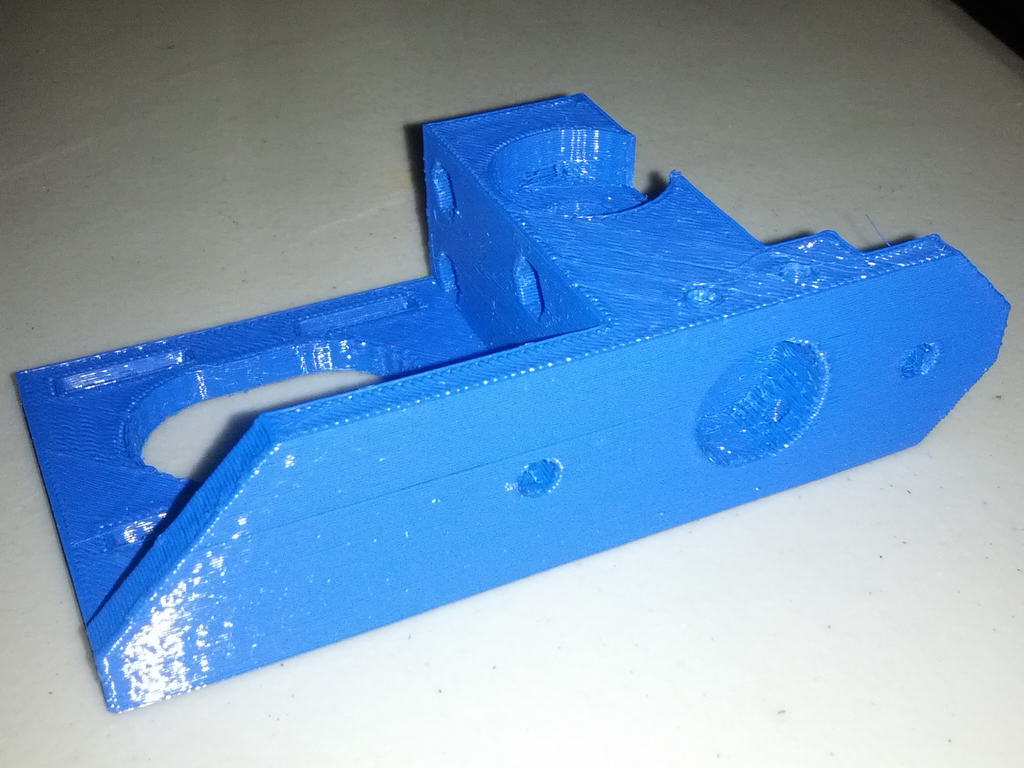
I had another big breakthrough last night while experimenting with the machine. Print speed seems to make a big difference and it’s one variable I had not really been accounting for. As I was running the previous models above I had adjusted the print speed to try and get the objects to print faster, but had not been correlating them to my successes or failurs. In one of my more recent prints I was printing around 30mm/sec but out of curiosity I cranked the speed up to 73mm/sec and everything started working great for me! I made a couple of parts, but as you can see from this Wade Extruder block (thing: 4964) it worked very well. I had zero filament jams in this entire print, and it’s quite a large piece (13 meters of 1.75mm filament) and everything went smooth. The extruder was reading 230 with the aforementioned thermocouple setup (poor read of actual nozzle temp).
In this video you can see the speed which I’m printing right now.
The Night before I printed these two gears at 30mm/sec which were fraught with filament jams, non-stop problems, very aggravating. These are the Herringbone Gears for the Wade Extruder (thing: 5286)
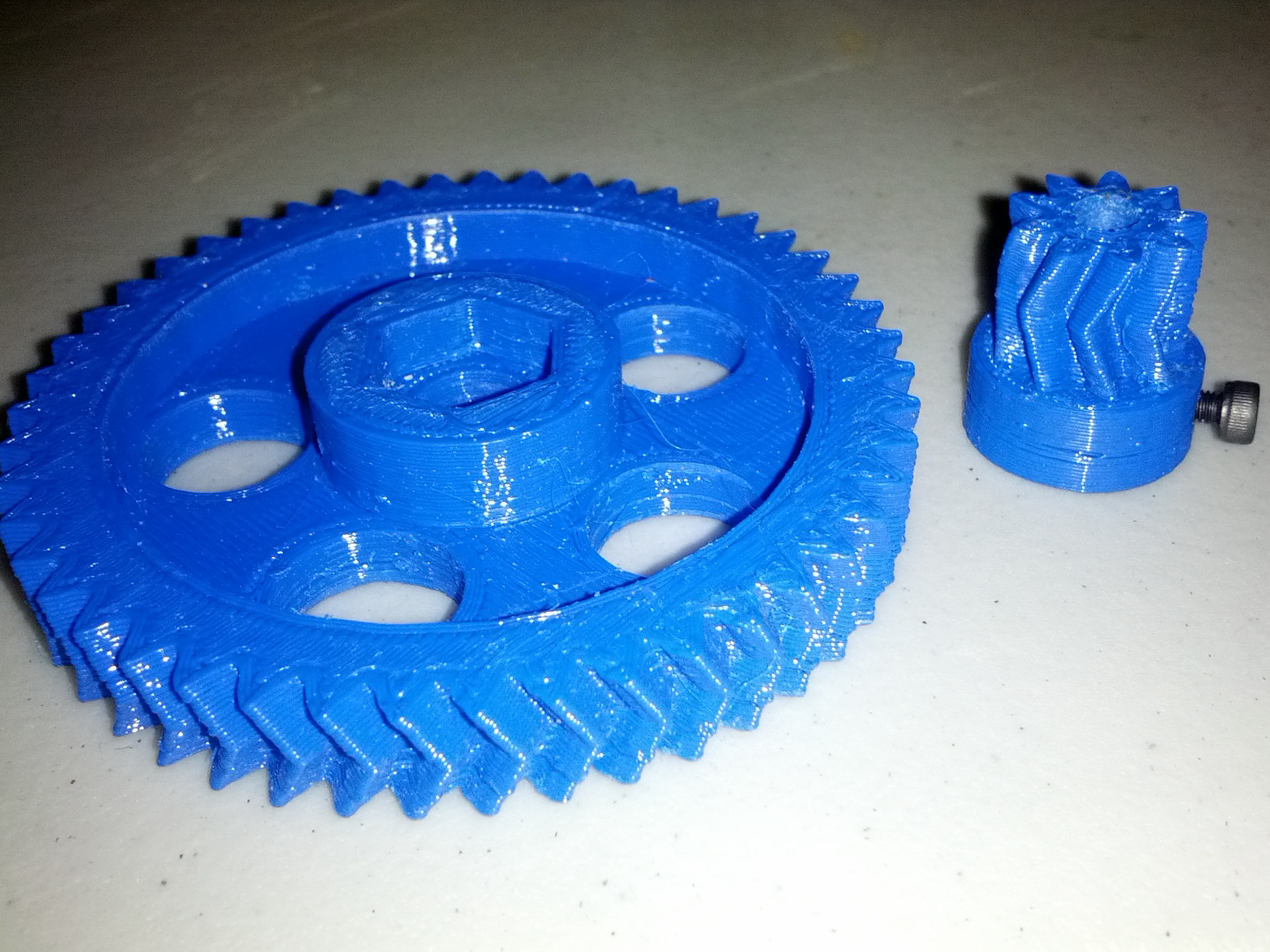
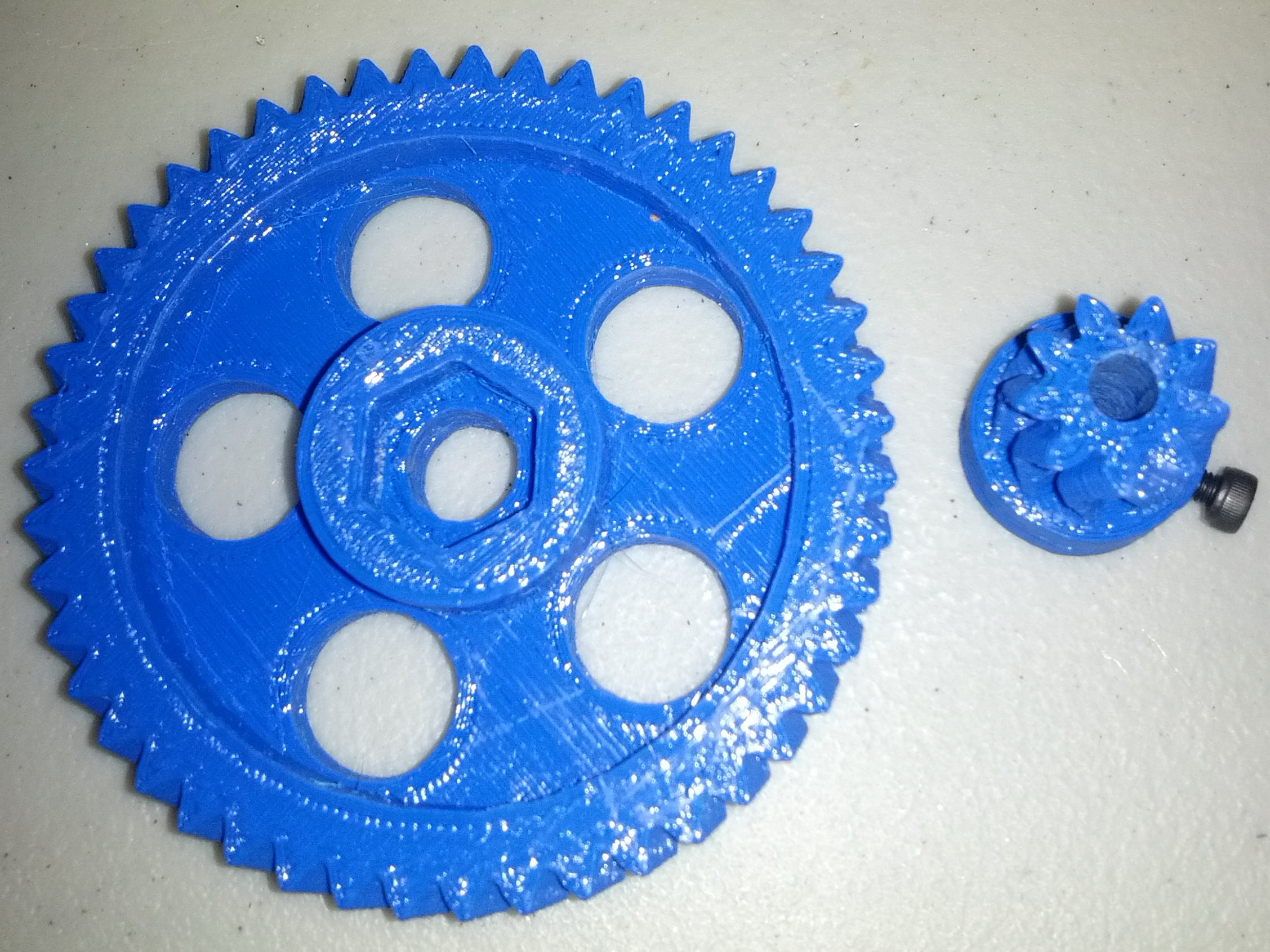
Summary? Try changing the print speed!
Using QU-BD Extruders with Mach3
If you’re using Mach3 to control your 3D printer, or a CNC machine converted to a 3D printer there’s not a lot to do, you need to set the system into metric mode, set the motor steps per mm and then another thing that is very important to do is calibrate your filament feed for the QU-BD extruder.
The first step is to go into Mach3 under the top bar menu and go to Config -> General Config… On the left hand side you’ll see an option for “A-Axis is angular“. Un-check that box. Filament drive is a linear axis, not rotary so you don’t need to mess with angular math that some people do! Hit OK, then exit the program to save the settings.
The next step is to go to the Mach3 top bar menu and choose Config -> Motor Tuning and select the A-Axis. If the A-Axis is not available you need to enable it under Conifg -> Ports and Pins like you already have your other motors set. Back in motor tuning you need to select the A-Axis, select the “Steps Per” box (this is steps per mm) and enter a base value. The QU-BD hob is 11.56mm in diameter. The circumference is 36.31mm. With a 10 microstepping setup (2000 steps per rev on a 1.8deg stepper motor) 1mm would be 2000/36.31 which works out to about 55.08 steps per mm. Just put in 55 under “Steps Per“.
Detach the Stepper motor, nylon or UHMW white block, heat sink and fan from the hot end. Re-assemble them without the hot end and connect to your stepper drive system. Install a piece of filament and then enable the drive in Mach3 (press the reset button, if it’s flashing). At the top of your Mach3 screen select the Settings (Alt-6) tab. Inside that tab, above the Reset button you will see “Axis Calibration” and below that a button that says “Set Steps per Unit“. Push that button, click the A Axis and press “OK“. It will ask you how many mm you want to move the filament. type in a number like 25 or 50 and hit “OK” the filament will feed forward (or if your motor is reversed / running backwards, fix that in Motor Settings under Config) and then Mach3 will ask “How far did the A Axis move? (Measured Value)” Measure the amount of filament that was pushed through the motor and enter that into the box. A new screen will pop up that says “A Axis Will be Set to xxxx Steps per Unit. Would you like to Accept it?” click “Yes“. Your extruder is now calibrated! You can redo this at any point, or do it multiple times. Don’t forget to exit Mach3 to save the new settings! When your G-Code requests a 0.25mm filament movement on the A-Axis, Mach 3 will move it by that amount!
Summary
If you have any other ideas for troubleshooting my QU-BD extruder head jams, or additional tips, I’d love to hear them. Also some solutions for the stringing and blobbing. While I’ve done CNC stuff for a couple of years I’ve only been doing this 3D printing thing for about 2 weeks and have been picking up a lot of knowledge from people kind enough to share their thoughts. I’ll update this post as I find things that improve the situation.
2 responses to Troubleshooting My QU-BD Extruder Head Jams
I’m having problems with my extruded. My bed is level however my extruder keeps jamming I’m going to play with speed and tempAture tonight. I hope it helps. I also have an issue with the pla clinging to the extruder nozel.
Sorry for the slow response to your comment. Make sure that your nozzle is not pressed too firmly against the print surface for the first layer, this will make it difficult for the PLA to push out of the nozzle and cause filament to jam. When I start the printer for the day I usually manually adjust the Z axis (up/down) by turning the stepper motors while it’s printing so that I get a nice thick squished bead of plastic on the first layer. If it’s too low you will barely be able to see plastic being extruded.
Leave a reply to Troubleshooting My QU-BD Extruder Head Jams