
Partway through building my own 3D Printer my friend Addidis no (Google+) expressed interest in having his own so I offered to put a hardware kit together for him as long as he covered the material costs and thus began the process of cloning my OB1.4 3D printer (designed by Wired1 on Thingiverse) in black and silver ABS for him.
I hadn’t even completed my 3D printer, I don’t think, when I took on the task, so when I did get the printer completed I went directly into printing 3D printer parts. I blew quite a few prints in the process but with each part I printed the results got better and better. In the end I re-printed some of the earliest parts I had made to bring their quality up to standard with the last parts I printed.
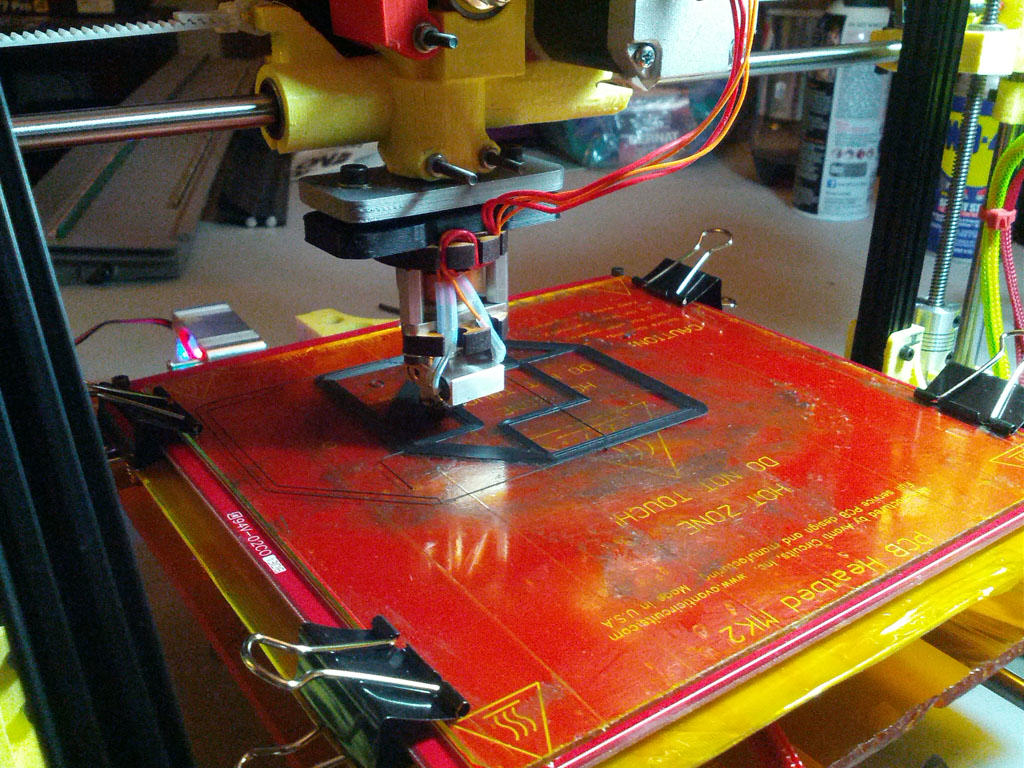
I used MakerFarm 3mm black ABS filament and Ultimachine 3mm silver ABS filament to build the parts. I was having a problem with printing on a Kapton tape covered glass plate and also a PET covered glass plate, the ABS kept sticking incredibly well and ripping up the tape consistently and it became a really big nightmare to deal with. I replaced the glass plate with an aluminum plate and started using ‘ABS Juice’. In the 3D printing community ABS juice is simply ABS dissolved into acetone at a fairly low ratio (mostly acetone). You brush this mixture onto your build plate, let the acetone evaporate and then print on top of it for a good bond.
The aluminum plate with ABS juice worked great, but I have since switch back to using a glass plate on the heated print bed with a high quality Kapton tape ( CS Hyde Kapton with Silicone Adhesive, 2 mil Thick, Amber, 2″ Width x 36 Yard Roll ) and have not been having the same issue as before. The tape linked is 2mil thick and 2″ wide and not very cheap but provides a lot of material you won’t soon go through. You also can buy it in 1mil thickness with 1″ or 1/2″ widths to save money.
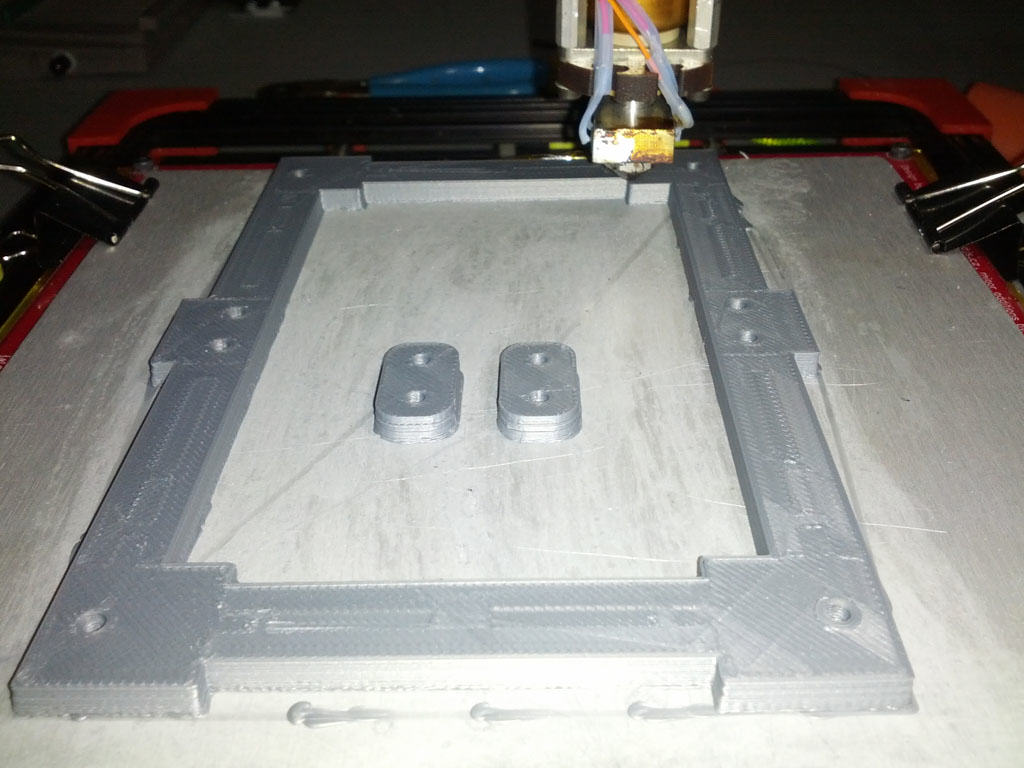
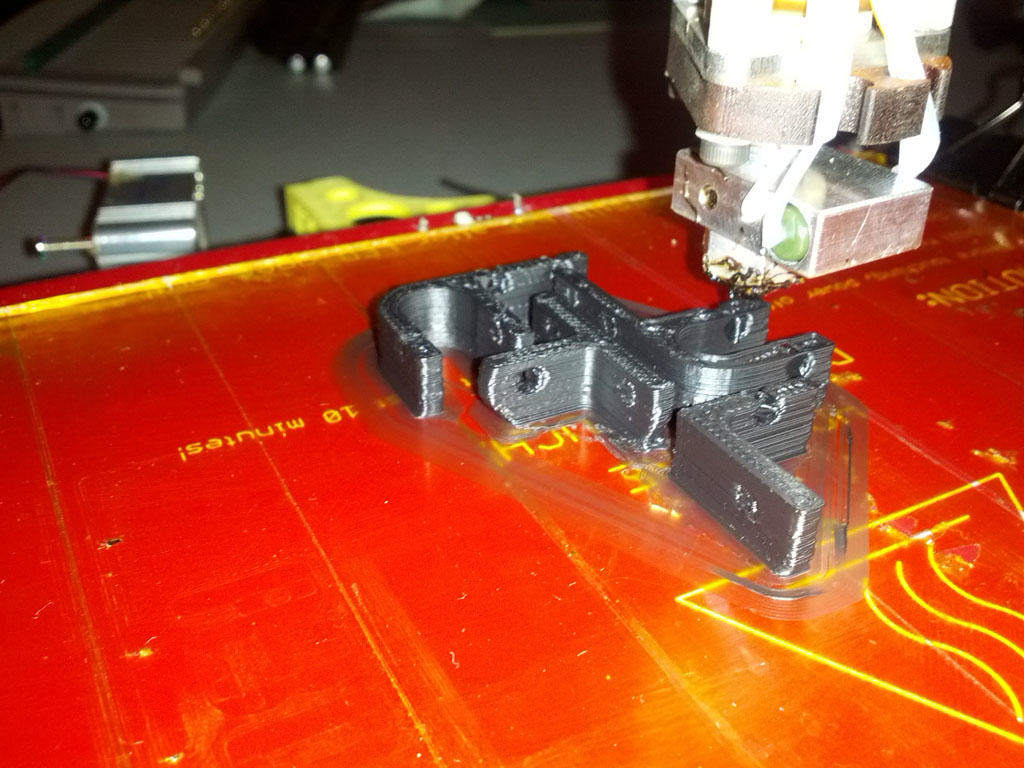
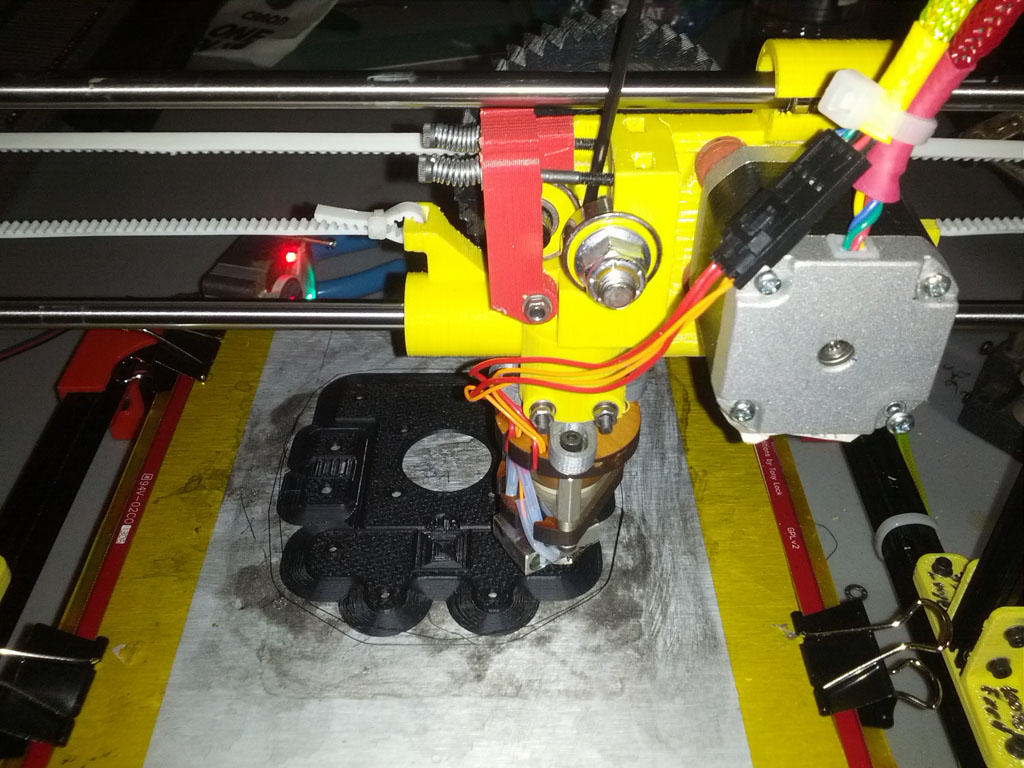
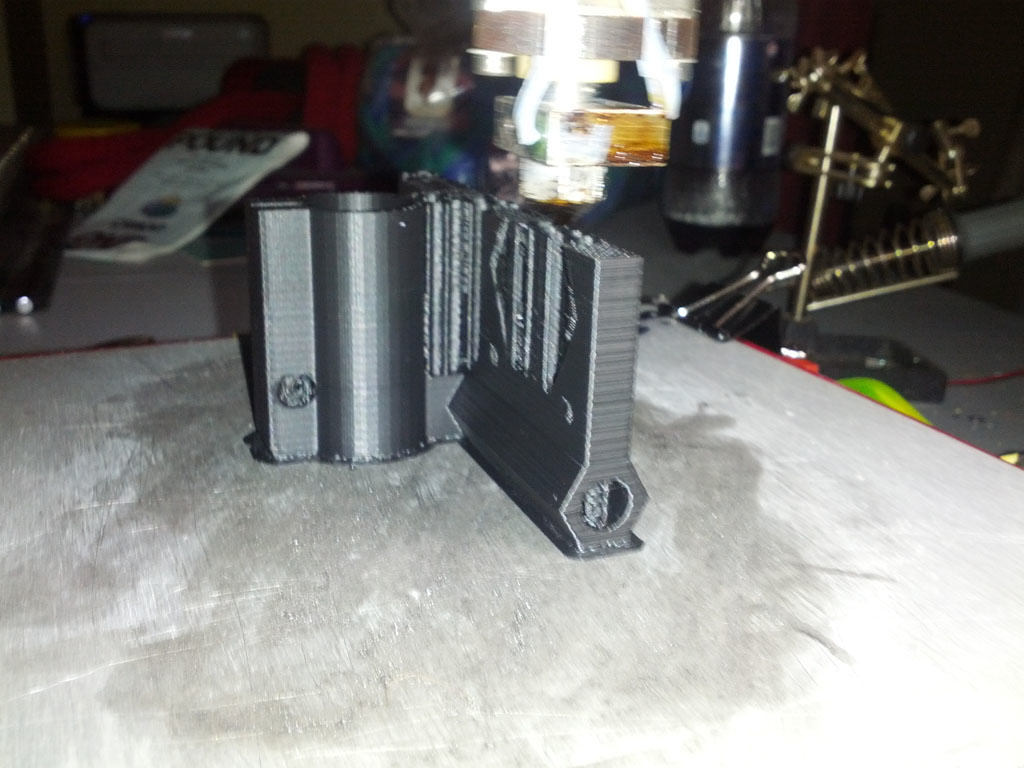
In the following group of photos you can see some of the parts I printed and how they turned out.
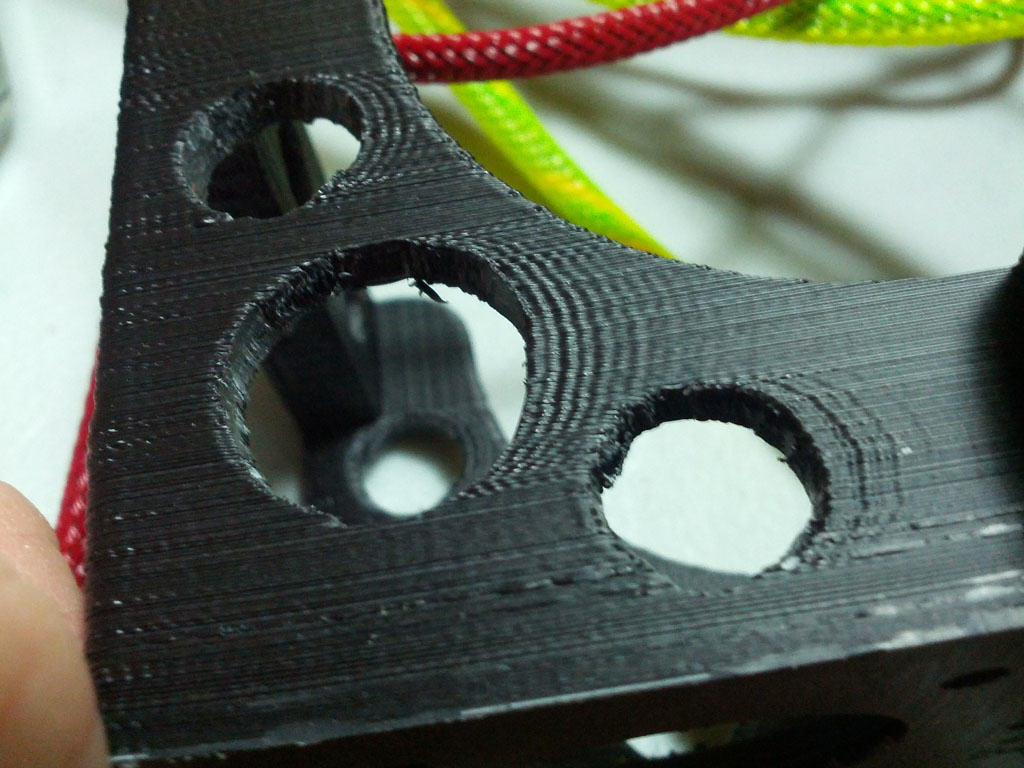






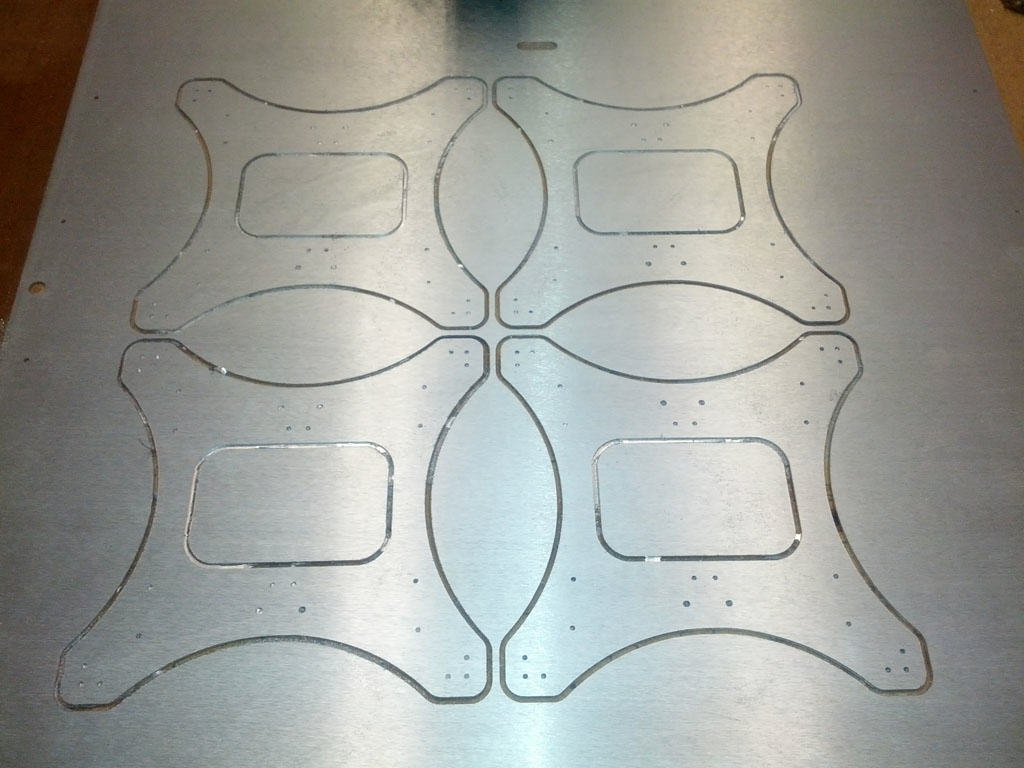
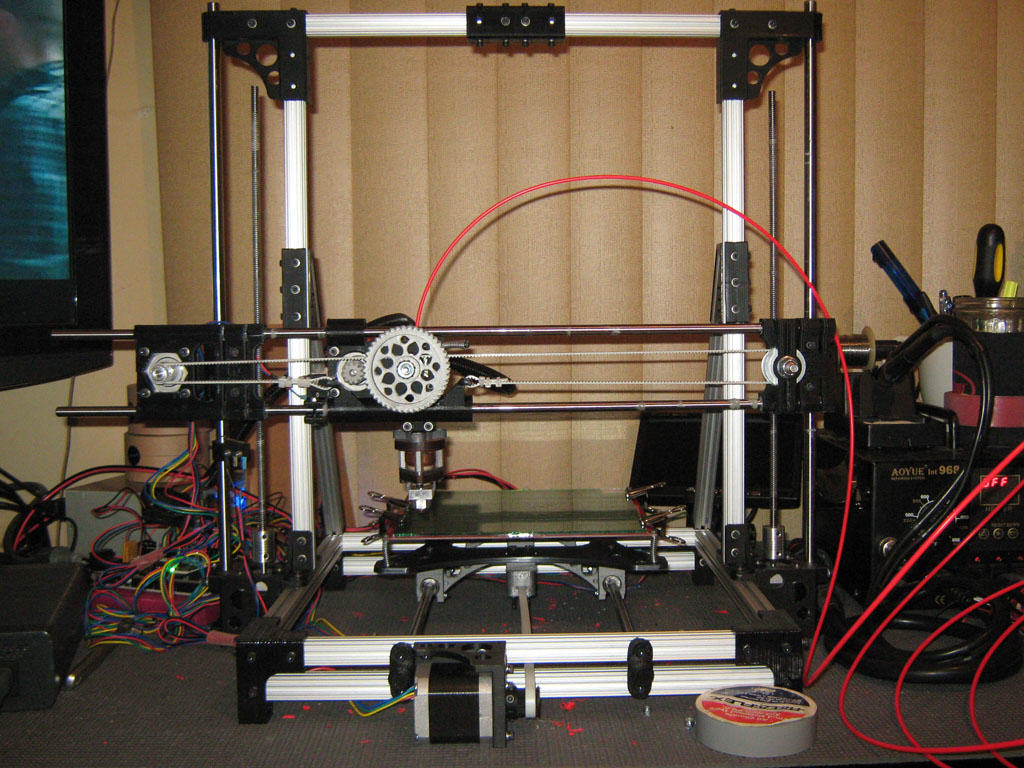
The original design for the OB1.4 printer called for a custom machined / cut build plate holder which sits on top of the Y-axis carriage. The Y-axis carriage is critical in this type of 3D printer. The 3D printed carriage needs to be straight and unwarped, the plate on top of the Y-carriage needs to be sturdy and durable to properly support the heated print bed (HPB) and the glass plate on top, as well as the weight of the glass plate and print on top of it.
On my printer I used a piece of 1/4″ thick acrylic, but I CNC machined the custom build plate holder for the Y-Axis on my CNC router for my friend. The plans called for a 5mm thick plate but I was able to source some 2mm thick plate at scrap prices, so I cut two copies of the plate, one with through holes for short 3mm screws, and one with slightly smaller holes which I could tap with a 3mm tap and then join the two plates together with the screws. Since I was building a black printer for my friend I decide to anodize the plates in black for him and that turned out really well. I also cut a couple for myself. You can see more information about DIY anodizing on my DIY Anodizing Post. Although instead of RIT dye I used a high quality organic black dye I had purchase from Caswell Plating which supplies DIY plating enthusiasts.


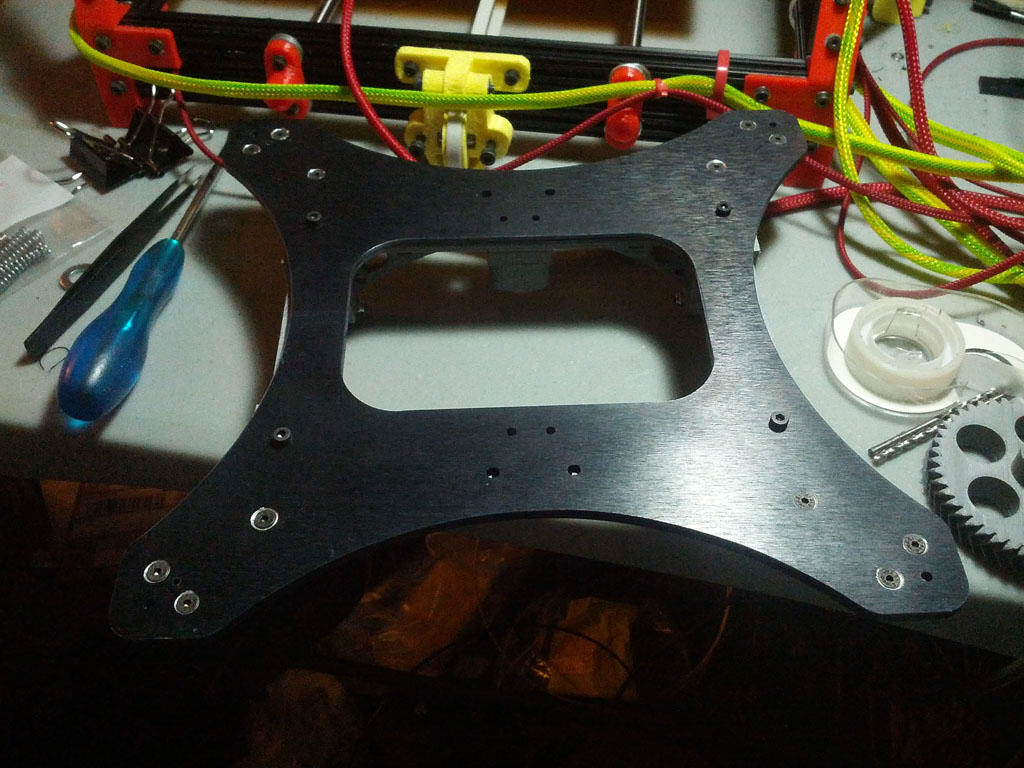
I can’t argue much with those results!
Another thing that would be needed is the hobbed bolt for his extruder. The hobbed bolt is one of the key components for a 3D printer to function correctly and it’s important that the hobbing is in the right location on the bolt. There are several varieties of hobbed bolts for sale on eBay and at other sources so it’s important to make measurements before purchasing, if you go that route.
For my extruder I had purchased a hobbed bolt off of eBay, but having done some reading about hobbed bolts on RepRap.org I had a pretty good idea on how to make them myself. I purchased some 8mmx60mm bolts from Lowe’s and got to work. I put some 608 bearings on either end of the bolts and put a 5mm tap in my drill press. I also added some washers to keep the tap from drifting side to side on the bolt. The first washer will get destroyed, but it’s worth it to keep the hobbing in the right place. I also used plenty of oil while machining. Here are a couple of photos of hobbing the bolt. The hobbing process raises some material on the bolt which you’ll need to sand or file off in order to remove the inside bearing.


In the process of cutting the OpenBeam material for this printer I forgot to account for a dimension change I had made and needed to splice two pieces of OpenBeam together. I fired up Autocad 123 Design and made this OpenBeam coupler real quick. It’s very thick walled and pretty much unbreakable if used as intended. It’s actually designed for 16 3mm screws, but 12 should be enough for most uses.
With that taken care of I just had to go through and clean up the parts and then take a picture of all of the parts I had printed for my friend to get him even more excited about putting his 3D printer kit together! While I was working on this he had been ordering parts like the 8mm and 10mm drill rod/hardened rod for the bearings, and the electronics, belts, motors, etc.
Here’s a pic of all of the parts I printed

I packed up all of the parts with some Kapton and PET coated glass plates, a moisture absorber and some extra filament into a silicon wafer storage container and dubbed it the 3D Printer Kit in a Box (TM). The great thing about these wafer storage containers is that they make great filament storage containers. They have a silicon sealed lid which is positively clamped by 4 compressing bolts, somewhat like a safe door. This will help keep his filament dry and ready for use.

I packed up the box into a well padded cardboard box and shipped it his way. Within a couple of days Addidis had the printer parts in his hands to go with the electronics, screws and other hardware he had purchased, and within just 2 or 3 days of that he had the thing assembled and printing well calibrated parts!
He has already uploaded a couple of time lapse videos of the pieces he has printed as follows.
3 responses to Building a 3D Printer for a Friend
You amaze me, blow me right out of the water! Loved all the details and the photos look great!
Amazing work! Glad he has a friend like you!
Thanks a bunch Jon! This is awesome. It’s pretty impressive how well this is printing right off the bat 🙂
Leave a reply to Building a 3D Printer for a Friend